物联网赋能 以设备联网与生产可视化实现工厂智能管理

在当今工业4.0与数字化转型的浪潮中,物联网技术正成为驱动制造业深刻变革的核心引擎。通过将生产设备、物料、产品乃至环境全面联网,并构建实时、透明的生产可视化系统,工厂正逐步迈向智能化管理的新阶段,实现效率、质量与决策水平的全面提升。
一、 设备联网:构建智能工厂的神经网络
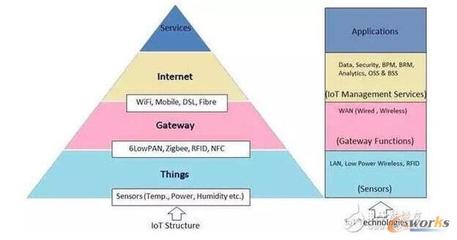
设备联网是实现工厂智能化的基石。它通过为各类工业设备(如机床、机器人、传感器、AGV等)加装智能传感模块与通信接口,利用工业以太网、5G、LoRa等网络技术,将原本孤立的“设备哑终端”连接成一个有机的整体。
其核心价值在于:
- 数据实时采集与传输:持续获取设备的运行状态(如转速、温度、振动)、工艺参数、能耗、故障代码等海量数据,为上层应用提供“原料”。
- 远程监控与控制:工程师和管理者可以随时随地掌握设备状况,进行远程启停、参数调整与程序下发,极大提升了运维响应速度与灵活性。
- 预防性维护:通过对设备运行数据的深度分析,可以预测潜在故障,变“事后维修”为“事前维护”,显著降低非计划停机时间与维护成本。
二、 生产可视化:打造透明化的决策驾驶舱
生产可视化是设备联网数据的价值呈现中枢。它通过数据大屏、移动端APP、VR/AR界面等形式,将复杂的生产流程、设备状态、物料流转、质量信息、订单进度等关键指标,以图表、动画、三维模型等直观方式实时呈现。
其主要功能包括:
- 全局态势总览:一张图看清整个工厂或产线的实时运行状况、产能利用率、OEE(全局设备效率)等核心KPI。
- 流程透明追踪:从订单下达到产品交付,全过程可视。能够实时追踪每件产品在哪个工位、由谁操作、质量检测结果如何,实现产品全生命周期追溯。
- 异常即时告警:当设备出现故障、质量出现偏差、物料供应短缺时,系统自动触发声光、短信、看板等多级报警,推动相关人员快速介入。
- 历史数据回溯与分析:基于历史生产数据,进行多维度的对比、统计与深度挖掘,为工艺优化、排产改进、产能规划提供数据支撑。
三、 物联网应用服务:智能管理的实现路径
设备联网与生产可视化共同构成了强大的物联网应用服务层,驱动工厂管理向智能化演进:
- 智能生产调度:系统根据实时设备状态、订单优先级、物料齐套情况,动态优化生产排程,实现柔性制造与快速换线。
- 智能质量管理:将生产过程中的工艺参数与最终产品质量关联分析,自动识别影响质量的关键因素,实现质量的在线预测与闭环控制。
- 智能能源管理:实时监测各设备、产线、车间的能耗数据,分析能效瓶颈,实施精细化能源管控与节能策略。
- 资产绩效管理:综合评估设备的利用率、可靠性、维护成本,为设备投资、更新换代与维护策略提供科学依据。
- 人员效能优化:结合可视化系统与定位技术,分析人员动线、工作效率,优化作业指导与人员配置。
结论
以设备联网与生产可视化为核心的物联网应用服务,正在重新定义工厂的运营管理模式。它打破了信息孤岛,实现了物理世界与数字世界的深度融合,使工厂管理者能够“看得清、管得细、控得准、决得明”。这不仅是技术升级,更是管理理念与生产模式的深刻变革。随着人工智能、数字孪生等技术与物联网的进一步融合,工厂智能管理将迈向更加自主决策、自适应优化的新高度,为制造业的高质量发展注入强劲动力。
如若转载,请注明出处:http://www.snjir.com/product/48.html
更新时间:2026-06-03 10:47:17